- 1. Tổng quan kiểm soát vi sinh trong dây chuyền chiết rót vô trùng
- 2. Nguồn phát sinh vi sinh trong filling line
- 3. Những điểm dễ bị bỏ sót trong kiểm soát vi sinh
- 4. Giám sát môi trường trong filling line
- 5. Kiểm soát vi sinh qua thiết kế và thiết bị phòng sạch
- 6. Thẩm định vô trùng và media fill test
- 7. Những lỗi audit thường gặp về vi sinh trong filling line
- 8. Xu hướng kiểm soát vi sinh 2026-2030
- 9. Vai trò của Thiết bị phòng sạch VCR trong kiểm soát vi sinh
- 10. Kết luận: Kiểm soát vi sinh không chỉ là test - đó là cấu trúc hệ thống
- 11. FAQ - Câu hỏi thường gặp về kiểm soát vi sinh trong filling line
Khi EU GMP Annex 1 nhấn mạnh Contamination Control Strategy (CCS), việc kiểm soát vi sinh trong dây chuyền chiết rót vô trùng phải được nhìn như một cấu trúc hệ thống - từ thiết kế phòng sạch, luồng di chuyển đến monitoring và thẩm định. Bài viết này phân tích các điểm dễ bị bỏ sót trong filling line và cách tiếp cận đồng bộ, bao gồm vai trò của giải pháp từ Phòng sạch dược phẩm VCR, nhằm xây dựng nền tảng kiểm soát nhiễm bền vững và sẵn sàng cho audit quốc tế.
1. Tổng quan kiểm soát vi sinh trong dây chuyền chiết rót vô trùng
Trong sản xuất thuốc tiêm, kiểm soát vi sinh không chỉ là một yêu cầu kỹ thuật mà là nền tảng bảo vệ an toàn bệnh nhân. Khác với các dạng bào chế khác, thuốc tiêm được đưa trực tiếp vào hệ tuần hoàn hoặc mô cơ thể mà không qua hàng rào bảo vệ tự nhiên. Vì vậy, chỉ một lượng vi sinh rất nhỏ cũng có thể gây hậu quả nghiêm trọng. Đây chính là lý do aseptic filling microbial control được xem là điểm trọng yếu trong toàn bộ hệ thống đảm bảo chất lượng dược phẩm.
Xem thêm: Các chỉ tiêu kiểm nghiệm thuốc tiêm cần thực hiện
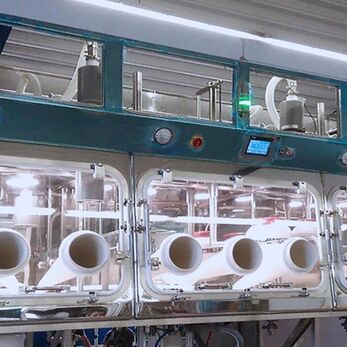
Đặc thù vi sinh trong sản xuất thuốc tiêm nằm ở chỗ môi trường sản xuất phải đạt trạng thái vô trùng tuyệt đối tại điểm chiết rót. Khu vực Class A (vùng chiết rót) được bao quanh bởi Class B và được bảo vệ bằng luồng khí một chiều (unidirectional airflow) qua HEPA H14. Tuy nhiên, vi sinh có thể phát sinh từ nhiều nguồn: con người, không khí, bề mặt thiết bị, vật liệu bao bì và cả thao tác vận hành. Điều này khiến việc kiểm soát không thể chỉ dựa vào một biện pháp đơn lẻ.
Filling line là khu vực rủi ro cao nhất vì đây là điểm sản phẩm tiếp xúc trực tiếp với môi trường trước khi được đóng kín. Mọi sai lệch tại thời điểm này đều không thể “sửa chữa” ở giai đoạn sau. Nếu một lọ thuốc bị nhiễm vi sinh trước khi đóng nắp, toàn bộ lô có thể bị ảnh hưởng. Do đó, kiểm soát vi sinh tại filling line phải mang tính phòng ngừa, không chỉ phát hiện.
WHO GMP và đặc biệt là EU GMP Annex 1 đưa ra các yêu cầu nghiêm ngặt về môi trường vô trùng. Annex 1 nhấn mạnh việc xây dựng Contamination Control Strategy (CCS) - một chiến lược kiểm soát nhiễm tổng thể bao trùm từ thiết kế, vận hành, monitoring đến đào tạo nhân sự. CCS yêu cầu doanh nghiệp phải xác định mọi điểm rủi ro vi sinh và đưa ra biện pháp kiểm soát tương ứng. Điều này mở rộng phạm vi từ việc chỉ đặt đĩa môi trường sang việc đánh giá toàn bộ cấu trúc hệ thống.
Trong khuôn khổ Annex 1 contamination control, environmental monitoring không còn là hoạt động định kỳ mang tính hình thức. Doanh nghiệp phải thiết lập alert limit, action limit, phân tích xu hướng (trend analysis) và liên kết dữ liệu monitoring với CCS. Nếu xuất hiện sai lệch lặp lại tại một vị trí nhất định, cần đánh giá lại thiết kế hoặc thao tác thay vì chỉ ghi nhận kết quả.
Mối liên hệ giữa thiết kế phòng sạch và kiểm soát vi sinh là yếu tố thường bị đánh giá thấp. Layout, vị trí airlock, cấu trúc interlock cửa và phân cấp áp suất chênh lệch quyết định mức độ ổn định môi trường. Nếu thiết kế không đảm bảo nguyên tắc unidirectional flow và no cross-over, nguy cơ vi sinh sẽ tăng dù hệ thống HEPA đạt chuẩn. Smoke test và airflow visualization vì vậy không chỉ phục vụ thẩm định mà còn là bằng chứng cho chiến lược kiểm soát nhiễm.
Thiết bị phòng sạch như HEPA Box, FFU, Pass Box và hệ thống interlock góp phần duy trì cấu trúc kiểm soát vi sinh tại các điểm trung chuyển. Khi được tích hợp đồng bộ ngay từ giai đoạn thiết kế, các giải pháp này giúp giảm thiểu nguy cơ nhiễm từ môi trường và thao tác con người. Trong thực tế triển khai, việc phối hợp thiết kế và thiết bị - như cách tiếp cận của Thiết bị phòng sạch VCR - giúp hệ thống phòng sạch vận hành ổn định và phù hợp với yêu cầu Annex 1.
Tóm lại, kiểm soát vi sinh trong filling line không chỉ là hoạt động kiểm tra sau cùng. Đó là cấu trúc hệ thống được xây dựng từ chiến lược CCS, thiết kế phòng sạch, vận hành thực tế và giám sát liên tục. Khi các yếu tố này liên kết chặt chẽ, doanh nghiệp mới có thể đảm bảo chất lượng vô trùng một cách bền vững và sẵn sàng cho các cuộc audit quốc tế.
2. Nguồn phát sinh vi sinh trong filling line
Để xây dựng chiến lược aseptic filling microbial control hiệu quả, doanh nghiệp phải bắt đầu từ việc nhận diện chính xác microbial contamination source cleanroom. Trong dây chuyền chiết rót vô trùng, vi sinh không xuất hiện ngẫu nhiên; chúng phát sinh từ những nguồn cụ thể, nhiều khi rất quen thuộc nhưng dễ bị xem nhẹ.

Nguồn đầu tiên và lớn nhất là con người. Da, tóc, đường hô hấp và thậm chí chuyển động cơ thể đều phát tán hạt và vi sinh. Dù nhân sự đã mặc trang phục phòng sạch, nguy cơ vẫn tồn tại nếu quy trình thay đồ không đúng, thao tác chạm tay không cần thiết hoặc thay ca đông người. EU GMP Annex 1 nhấn mạnh rằng con người là yếu tố rủi ro cao nhất trong khu vực vô trùng. Vì vậy, đào tạo GMP gowning, kiểm soát hành vi và giới hạn số lượng nhân sự trong Class B/A là biện pháp cốt lõi.
Nguồn thứ hai là không khí và hệ thống HVAC. Dù phòng sạch được trang bị HEPA H14 và duy trì áp suất chênh lệch, vi sinh có thể xuất hiện nếu hệ thống lọc không được bảo trì đúng định kỳ, nếu có rò rỉ tại gioăng HEPA hoặc nếu airflow không duy trì unidirectional flow ổn định. Smoke test và kiểm tra leak test HEPA phải được thực hiện định kỳ để đảm bảo rằng luồng khí bảo vệ sản phẩm không bị xáo trộn. Một dao động nhỏ trong pressure cascade cũng có thể làm thay đổi hướng dòng khí và mang vi sinh vào vùng chiết rót.
Thiết bị chiết rót và các bề mặt tiếp xúc trực tiếp với sản phẩm là nguồn nhiễm tiềm ẩn quan trọng. Dù đã được tiệt trùng, thiết bị có thể bị tái nhiễm nếu lắp ráp không đúng quy trình hoặc nếu thao tác can thiệp (intervention) trong quá trình sản xuất không được kiểm soát chặt. Những khoảng trống phía sau máy, bề mặt khó vệ sinh hoặc khu vực khuất tầm nhìn thường là điểm dễ tích tụ vi sinh. Annex 1 yêu cầu thiết kế thiết bị phải dễ làm sạch và giảm thiểu điểm chết.
Vật liệu bao bì và nút cao su cũng là nguồn phát sinh vi sinh nếu quy trình rửa và tiệt trùng không đạt yêu cầu. Bao bì thủy tinh có thể mang endotoxin; nút cao su có thể giữ lại vi sinh nếu không xử lý đúng. Khu vực depyrogenation và tiệt trùng phải được thiết kế theo chuỗi một chiều, đầu vào và đầu ra tách biệt, có interlock cửa để tránh nhiễm chéo. Nếu bao bì sau tiệt trùng đi qua khu vực kém sạch, toàn bộ quá trình xử lý trước đó có thể trở nên vô nghĩa.
Nước tinh khiết (PW/WFI) và hệ thống khí nén sạch cũng là yếu tố cần xem xét. Nước dùng trong pha chế hoặc rửa thiết bị nếu không được kiểm soát vi sinh liên tục có thể trở thành nguồn nhiễm. Hệ thống đường ống phải được thiết kế theo nguyên tắc không điểm chết và được khử trùng định kỳ. Khí nén sử dụng trong vận hành thiết bị chiết rót cũng cần qua hệ thống lọc vô trùng; nếu không, vi sinh có thể được thổi trực tiếp vào khu vực sản xuất.
Cuối cùng, sai lệch trong thao tác vận hành là nguồn nhiễm khó kiểm soát nhất vì liên quan đến yếu tố con người. Mở cửa airlock quá lâu, đặt dụng cụ sai vị trí, hoặc thực hiện intervention không theo SOP đều có thể làm tăng tải vi sinh. Annex 1 yêu cầu mọi can thiệp phải được đánh giá rủi ro và, nếu có thể, giảm thiểu bằng thiết kế như sử dụng RABS hoặc isolator.
Tóm lại, microbial contamination source cleanroom trong filling line đến từ nhiều yếu tố: con người, không khí, thiết bị, vật liệu và thao tác. Kiểm soát hiệu quả đòi hỏi cách tiếp cận hệ thống, nơi thiết kế phòng sạch, quy trình vận hành và monitoring liên kết chặt chẽ với nhau. Chỉ khi nhận diện đầy đủ các nguồn này, doanh nghiệp mới có thể xây dựng chiến lược CCS vững chắc và giảm thiểu rủi ro nhiễm trong sản xuất vô trùng.
3. Những điểm dễ bị bỏ sót trong kiểm soát vi sinh
Trong chiến lược aseptic filling microbial control, phần lớn doanh nghiệp tập trung vào HEPA, media fill và environmental monitoring định kỳ. Tuy nhiên, nhiều sai lệch vi sinh trong filling line lại bắt nguồn từ những chi tiết nhỏ, ít được chú ý trong thiết kế và vận hành. Đây chính là các “điểm mù” trong Annex 1 contamination control mà thanh tra EU GMP thường quan tâm.
Điểm đầu tiên là khu vực chuyển tiếp giữa Class B và Class A. Đây là ranh giới quan trọng nhất trong dây chuyền chiết rót vô trùng. Class A được bảo vệ bởi luồng khí một chiều, nhưng nếu vùng bao quanh Class B không ổn định, toàn bộ cấu trúc bảo vệ sẽ bị suy yếu. Các thao tác can thiệp (intervention) tại ranh giới này - như thay kim chiết, chỉnh máy, xử lý tắc nghẽn - có thể làm xáo trộn luồng khí. Nếu không đánh giá kỹ airflow visualization và smoke test trong điều kiện thực tế, vi sinh có thể xâm nhập mà không được phát hiện ngay.
Airlock vật tư và các điểm trung chuyển cũng là vị trí dễ bị bỏ sót. Doanh nghiệp thường kiểm soát chặt vùng chiết rót, nhưng ít chú ý đến thời gian vật tư nằm trong airlock trước khi được đưa vào khu sạch cao hơn. Nếu airlock không duy trì đúng áp suất chênh lệch, hoặc nếu cửa mở liên tục trong thời gian dài, nguy cơ nhiễm sẽ tăng. Interlock cửa chỉ giải quyết việc không mở đồng thời, nhưng không kiểm soát được thời gian mở nếu không có alarm hoặc SOP rõ ràng.
Vệ sinh trolley và dụng cụ phụ trợ là một điểm mù phổ biến khác. Trolley vận chuyển bao bì hoặc dụng cụ thường đi qua nhiều khu vực khác nhau. Nếu không có quy trình làm sạch và phân vùng rõ ràng, trolley có thể trở thành nguồn phát tán vi sinh. Dụng cụ phụ trợ như khay, kẹp, giá đỡ thường được sử dụng nhiều lần nhưng không phải lúc nào cũng được đưa vào chương trình monitoring bề mặt.
Khoảng trống phía sau thiết bị chiết rót là nơi tích tụ bụi và vi sinh nếu không được thiết kế và vệ sinh hợp lý. Những không gian khó tiếp cận này có thể không nằm trong chương trình vệ sinh định kỳ hoặc không được đưa vào kế hoạch lấy mẫu bề mặt. Annex 1 nhấn mạnh rằng thiết bị phải được thiết kế để dễ làm sạch và giảm thiểu điểm chết. Tuy nhiên, trong thực tế, nhiều dây chuyền cải tạo từ thiết kế cũ vẫn tồn tại các khoảng trống khó kiểm soát.
Gioăng cửa, interlock và các khe hở cơ khí cũng là nguồn rủi ro. Gioăng cao su bị lão hóa có thể tích tụ vi sinh; khe hở giữa khung cửa và panel có thể giữ bụi. Interlock nếu không được vệ sinh và bảo trì đúng cách có thể trở thành điểm tích tụ hạt. Đây là những chi tiết nhỏ nhưng có thể ảnh hưởng đến kết quả environmental monitoring nếu không được kiểm soát.
Thời gian mở cửa airlock quá lâu là một yếu tố vận hành thường bị bỏ qua. Dù interlock ngăn hai cửa mở đồng thời, nhưng nếu một cửa bị giữ mở lâu trong quá trình trung chuyển hoặc thay ca, áp suất chênh lệch có thể dao động đáng kể. Điều này đặc biệt nguy hiểm tại ranh giới Class C và B. Doanh nghiệp cần có quy định về thời gian mở cửa tối đa và tích hợp alarm khi vượt giới hạn.
Sai lệch khi thay ca đông người cũng là tình huống rủi ro cao. Khi nhiều nhân sự di chuyển cùng lúc qua phòng thay đồ và airlock, tải hạt và vi sinh tăng lên đáng kể. Nếu hệ thống HVAC và layout không được thiết kế để xử lý tải cao trong thời gian ngắn, nguy cơ vượt alert limit sẽ tăng. Đây là lý do tại sao Annex 1 yêu cầu đánh giá điều kiện vận hành thực tế, không chỉ điều kiện lý tưởng.
Cuối cùng, thiếu đánh giá worst-case scenario là sai sót mang tính hệ thống. Doanh nghiệp thường thực hiện smoke test và monitoring trong điều kiện tiêu chuẩn, nhưng không mô phỏng các tình huống bất lợi như: mở cửa liên tục, can thiệp kéo dài, hoặc lỗi thiết bị. Media fill có thể đạt yêu cầu, nhưng nếu không bao gồm worst-case intervention, kết quả không phản ánh đầy đủ rủi ro.
Tóm lại, những điểm dễ bị bỏ sót trong kiểm soát vi sinh không nằm ở những hạng mục lớn như HEPA hay isolator, mà ở các chi tiết nhỏ trong thiết kế và vận hành. Khu vực chuyển tiếp, airlock, trolley, khe hở cơ khí và thao tác thay ca đều có thể trở thành microbial contamination source cleanroom nếu không được đánh giá toàn diện trong Contamination Control Strategy. Chỉ khi doanh nghiệp mở rộng góc nhìn từ “điểm chiết rót” sang “toàn bộ cấu trúc hệ thống”, kiểm soát vi sinh trong filling line mới đạt mức bền vững và sẵn sàng cho audit quốc tế.
4. Giám sát môi trường trong filling line
Trong chiến lược kiểm soát vi sinh vật phòng sạch GMP, environmental monitoring (EM) không chỉ là hoạt động lấy mẫu định kỳ mà là công cụ trung tâm để chứng minh hiệu quả của Contamination Control Strategy (CCS). Đặc biệt trong filling line vô trùng, EM phải phản ánh chính xác rủi ro thực tế tại khu vực Class A/B và hỗ trợ phát hiện sớm sai lệch trước khi ảnh hưởng đến sản phẩm.

Trước hết, cần phân biệt monitoring hạt và monitoring vi sinh. Monitoring hạt (particle monitoring) đo số lượng hạt không sống trong không khí, thường được thực hiện liên tục bằng thiết bị đếm hạt. Đây là chỉ số gián tiếp phản ánh hiệu suất HEPA và tình trạng luồng khí. Ngược lại, monitoring vi sinh đo sự hiện diện của vi khuẩn, nấm hoặc bào tử thông qua nuôi cấy. Hai loại monitoring này bổ sung cho nhau: hạt tăng có thể cảnh báo sớm rủi ro, nhưng chỉ monitoring vi sinh mới xác nhận sự hiện diện của vi sinh vật.
Trong môi trường vô trùng, lấy mẫu không khí được thực hiện bằng hai phương pháp chính: active air sampling và passive settle plate. Active air sampling sử dụng thiết bị hút một thể tích không khí xác định qua môi trường nuôi cấy, cho kết quả định lượng chính xác hơn. Passive settle plate là phương pháp đặt đĩa môi trường hở trong thời gian xác định để hạt và vi sinh lắng tự nhiên. Theo EU GMP Annex 1, cả hai phương pháp nên được sử dụng bổ sung, đặc biệt tại vùng Class A và B trong quá trình chiết rót.
Bên cạnh không khí, surface sampling là yếu tố quan trọng trong cleanroom microbial monitoring GMP. Bề mặt thiết bị, bàn thao tác, thành tủ RABS và khu vực xung quanh filling needle phải được kiểm tra định kỳ. Glove print (in dấu găng tay) là phương pháp đặc biệt quan trọng, vì găng tay nhân sự có thể tiếp xúc trực tiếp với vùng vô trùng. Annex 1 yêu cầu glove monitoring sau mỗi ca sản xuất và sau can thiệp quan trọng.
Alert limit và action limit là hai ngưỡng cần được thiết lập rõ ràng theo EU GMP. Alert limit là mức cảnh báo sớm, cho phép doanh nghiệp điều tra xu hướng trước khi xảy ra vi phạm nghiêm trọng. Action limit là mức vượt ngưỡng yêu cầu hành động khắc phục chính thức (CAPA). Việc thiết lập các giới hạn này không thể tùy tiện; chúng phải dựa trên dữ liệu lịch sử và đánh giá rủi ro. Nếu không có alert limit rõ ràng, doanh nghiệp sẽ bỏ lỡ cơ hội phát hiện sai lệch sớm.
Phân tích trend và đánh giá xu hướng là phần thường bị xem nhẹ nhưng lại có giá trị chiến lược. Một kết quả vi sinh đơn lẻ dưới action limit không có nghĩa là hệ thống an toàn tuyệt đối. Nếu dữ liệu cho thấy xu hướng tăng dần theo thời gian tại một vị trí cụ thể, đó có thể là dấu hiệu suy giảm hiệu suất HEPA, lỗi thao tác hoặc thay đổi hành vi nhân sự. EU GMP Annex 1 yêu cầu doanh nghiệp phải thực hiện trend analysis và liên kết kết quả với CCS.
Data integrity trong ghi nhận kết quả monitoring là yếu tố then chốt. Dữ liệu EM phải được ghi nhận chính xác, có kiểm soát truy cập và lưu trữ theo nguyên tắc ALCOA+ (Attributable, Legible, Contemporaneous, Original, Accurate…). Nếu dữ liệu được ghi chép thủ công mà không có kiểm soát, nguy cơ sai sót hoặc chỉnh sửa sau này có thể làm mất tính tin cậy. Nhiều doanh nghiệp hiện nay chuyển sang hệ thống monitoring điện tử tích hợp với BMS để đảm bảo tính minh bạch.
Trong filling line, vị trí lấy mẫu phải phản ánh rủi ro thực tế. Các điểm gần filling needle, khu vực thao tác intervention, airlock và buffer zone cần được đưa vào chương trình EM. Việc chỉ lấy mẫu tại vị trí “an toàn” để đảm bảo kết quả đẹp là cách tiếp cận không phù hợp với tinh thần Annex 1 contamination control.
Tóm lại, cleanroom microbial monitoring GMP không phải là hoạt động mang tính hình thức mà là hệ thống giám sát chủ động. Sự kết hợp giữa monitoring hạt, monitoring vi sinh, thiết lập alert/action limit, phân tích xu hướng và đảm bảo data integrity tạo nên nền tảng vững chắc cho aseptic filling microbial control. Khi environmental monitoring được xây dựng đúng chiến lược, filling line sẽ có khả năng phát hiện và kiểm soát rủi ro vi sinh trước khi chúng trở thành sự cố nghiêm trọng.
5. Kiểm soát vi sinh qua thiết kế và thiết bị phòng sạch
Trong chiến lược aseptic filling microbial control, environmental monitoring chỉ giúp phát hiện rủi ro; còn thiết kế và thiết bị phòng sạch mới là yếu tố quyết định khả năng phòng ngừa. Nếu cấu trúc vật lý không ổn định, mọi chương trình monitoring đều chỉ mang tính phản ứng. Vì vậy, kiểm soát vi sinh trong filling line phải bắt đầu từ hệ thống lọc khí, cấu trúc luồng khí và các thiết bị trung chuyển.
Xem thêm: Những lỗi thường gặp và cách khắc phục khi vận hành thiết bị phòng sạch dược phẩm
Vai trò của HEPA H13-H14 là nền tảng trong môi trường vô trùng. HEPA H13 thường được sử dụng cho khu vực Class C/D, trong khi HEPA H14 là tiêu chuẩn cho Class A và B theo EU GMP Annex 1. Hiệu suất lọc ≥99,995% đối với hạt 0,3 micron giúp loại bỏ phần lớn hạt mang vi sinh trong không khí. Tuy nhiên, hiệu suất danh định không đủ; cần thực hiện DOP/PAO test và leak test định kỳ để đảm bảo không có rò rỉ tại khung hoặc gioăng. Nếu HEPA bị suy giảm hiệu suất, toàn bộ cấu trúc bảo vệ filling line sẽ bị ảnh hưởng.
Airflow unidirectional là lớp bảo vệ trực tiếp tại vùng chiết rót. Luồng khí một chiều từ trên xuống (hoặc ngang qua) phải bao phủ hoàn toàn khu vực tiếp xúc sản phẩm, ngăn vi sinh từ môi trường xung quanh xâm nhập. Smoke test và airflow visualization là công cụ xác nhận rằng luồng khí không bị xoáy hoặc đảo chiều khi có thao tác can thiệp. Trong nhiều trường hợp audit, smoke test dưới điều kiện vận hành thực tế quan trọng hơn test trong trạng thái không tải.
Interlock và kiểm soát thời gian mở cửa là yếu tố thường bị đánh giá thấp trong kiểm soát vi sinh. Interlock ngăn hai cửa mở đồng thời, giúp duy trì pressure cascade giữa các cấp sạch. Tuy nhiên, nếu cửa bị giữ mở quá lâu trong quá trình trung chuyển hoặc thay ca, áp suất có thể dao động đáng kể. Vì vậy, hệ thống nên tích hợp alarm hoặc giới hạn thời gian mở cửa để giảm nguy cơ nhiễm.
Pass Box là thiết bị quan trọng trong kiểm soát trung chuyển vật tư. Với Pass Box tĩnh, việc khử khuẩn bề mặt và duy trì áp suất chênh lệch là yếu tố cốt lõi. Với Pass Box động tích hợp HEPA, luồng khí sạch được duy trì trong quá trình trung chuyển, giúp giảm rủi ro đưa vi sinh vào khu vực sạch cao. Khi được thiết kế đúng, Pass Box giúp giảm số lần mở cửa lớn, qua đó giảm biến động môi trường.
FFU (Fan Filter Unit) đóng vai trò tạo vùng bảo vệ cục bộ tại những điểm nhạy cảm như khu vực lắp ráp thiết bị hoặc trung chuyển bán thành phẩm. FFU kết hợp quạt và HEPA giúp duy trì luồng khí sạch ổn định, tăng cường kiểm soát tại vị trí cụ thể mà không cần thay đổi toàn bộ hệ thống HVAC. Đây là giải pháp linh hoạt khi cần nâng cấp khu vực có rủi ro cao.
Trong thực tế triển khai tại Việt Nam, việc tích hợp đồng bộ HEPA Box, FFU, Pass Box và hệ thống interlock ngay từ giai đoạn thiết kế giúp giảm đáng kể điểm mù vi sinh trong filling line. Các giải pháp từ Thiết bị phòng sạch VCR thường được bố trí dựa trên phân tích luồng và yêu cầu phân cấp sạch cụ thể của từng nhà máy. Việc chuẩn hóa vật liệu, cấu trúc full welding GMP và hồ sơ test giúp doanh nghiệp thuận lợi trong IQ/OQ và audit.
Tóm lại, kiểm soát vi sinh qua thiết kế và thiết bị phòng sạch là cách tiếp cận phòng ngừa. HEPA H14, airflow unidirectional, interlock cửa, Pass Box và FFU không chỉ là thiết bị riêng lẻ mà là các lớp bảo vệ liên hoàn. Khi được thiết kế đồng bộ, chúng tạo nên cấu trúc kiểm soát nhiễm bền vững cho filling line và đáp ứng yêu cầu nghiêm ngặt của EU GMP Annex 1.

6. Thẩm định vô trùng và media fill test
Trong sản xuất thuốc tiêm vô trùng, media fill validation là một trong những yêu cầu cốt lõi để chứng minh năng lực kiểm soát vi sinh của dây chuyền chiết rót. Media fill, còn gọi là aseptic process simulation, là quá trình mô phỏng sản xuất vô trùng bằng cách thay thế sản phẩm thật bằng môi trường nuôi cấy vi sinh. Nếu sau quá trình chiết rót và ủ nuôi cấy không phát hiện sự phát triển vi sinh, dây chuyền được xem là đạt yêu cầu trong điều kiện thử nghiệm.
Media fill không phải là một thử nghiệm độc lập mà phản ánh hiệu quả của toàn bộ hệ thống kiểm soát nhiễm. Từ thiết kế phòng sạch, airflow unidirectional, HEPA H14, interlock cửa, đến thao tác nhân sự và chương trình vệ sinh - tất cả đều ảnh hưởng trực tiếp đến kết quả. Nếu có điểm yếu trong cấu trúc aseptic filling microbial control, media fill sẽ là nơi bộc lộ rủi ro.
Mối liên hệ giữa media fill và kiểm soát vi sinh thực tế rất chặt chẽ. Media fill phải được thực hiện trong điều kiện đại diện cho sản xuất thường quy, bao gồm số lượng nhân sự, thao tác can thiệp và thời gian vận hành tương đương hoặc cao hơn thực tế. Nếu media fill chỉ thực hiện trong điều kiện “lý tưởng”, kết quả đạt yêu cầu không phản ánh đúng rủi ro vận hành.
Khái niệm worst-case scenario trong aseptic process simulation đặc biệt quan trọng theo EU GMP Annex 1. Worst-case có thể bao gồm: thời gian chiết rót dài nhất, số lượng can thiệp nhiều nhất, thay ca giữa chừng, hoặc thao tác thay linh kiện trong quá trình chạy máy. Mục tiêu là kiểm tra hệ thống trong điều kiện bất lợi nhất để đảm bảo tính ổn định. Nếu media fill chỉ thực hiện ở quy mô nhỏ hoặc thời gian ngắn, thanh tra có thể đánh giá là không đại diện.
Sai lệch thường gặp khi audit liên quan đến media fill bao gồm: không xác định rõ worst-case; không liên kết kết quả media fill với Contamination Control Strategy (CCS); không điều tra đầy đủ khi có đơn vị nhiễm; hoặc không cập nhật lại quy trình khi có thay đổi layout hoặc thiết bị. Một lỗi khác là không đánh giá ảnh hưởng của thay đổi nhân sự hoặc cấu hình filling line đến tính đại diện của media fill.
Vai trò của thiết kế filling line trong kết quả media fill mang tính quyết định. Layout không hợp lý, thiếu buffer zone hoặc airflow không ổn định sẽ làm tăng nguy cơ nhiễm trong quá trình mô phỏng. Các yếu tố như vị trí HEPA, cấu trúc RABS hoặc isolator, hệ thống interlock và áp suất chênh lệch đều ảnh hưởng đến mức độ bảo vệ vùng Class A. Nếu thiết kế không tối ưu, media fill có thể thất bại dù SOP và đào tạo được thực hiện đúng.
Tóm lại, media fill validation không chỉ là bài kiểm tra định kỳ mà là bằng chứng tổng hợp cho năng lực kiểm soát vi sinh của filling line. Khi aseptic process simulation được thiết kế với worst-case phù hợp và liên kết chặt chẽ với CCS, doanh nghiệp có thể chứng minh tính vững chắc của hệ thống trước các cuộc audit EU GMP.
7. Những lỗi audit thường gặp về vi sinh trong filling line
Trong các cuộc thanh tra WHO GMP và đặc biệt là EU GMP Annex 1, nhiều sai lệch liên quan đến vi sinh trong filling line không xuất phát từ thiết bị, mà từ cách quản lý dữ liệu và hệ thống kiểm soát. Dưới đây là những lỗi audit phổ biến nhất trong cleanroom microbial monitoring GMP.
Lỗi đầu tiên là không có trend analysis. Doanh nghiệp có thể thực hiện lấy mẫu đầy đủ nhưng chỉ lưu kết quả theo từng lần riêng lẻ mà không phân tích xu hướng dài hạn. Annex 1 yêu cầu đánh giá xu hướng để phát hiện sự thay đổi dần theo thời gian. Nếu tại một vị trí Class B có xu hướng tăng nhẹ số CFU qua nhiều tháng mà không được điều tra, thanh tra sẽ xem đây là thiếu kiểm soát chủ động.
Lỗi thứ hai là không xác định rõ alert limit và action limit. Một số nhà máy chỉ sử dụng giới hạn tối đa theo Annex 1 mà không xây dựng ngưỡng cảnh báo nội bộ dựa trên dữ liệu lịch sử. Alert limit giúp phát hiện sớm sai lệch trước khi vượt action limit. Thiếu hai mức giới hạn này khiến hệ thống monitoring mất đi vai trò phòng ngừa.
Một sai sót nghiêm trọng khác là không liên kết monitoring với Contamination Control Strategy (CCS). Annex 1 yêu cầu mọi hoạt động environmental monitoring phải nằm trong khung CCS. Nếu doanh nghiệp không thể chứng minh rằng vị trí lấy mẫu, tần suất và giới hạn được xác định dựa trên đánh giá rủi ro, hồ sơ sẽ bị đánh giá thiếu cơ sở khoa học.
Không đánh giá đầy đủ tác động sai lệch cũng là lỗi thường gặp. Khi xuất hiện kết quả vượt action limit, doanh nghiệp có thể ghi nhận và thực hiện vệ sinh lại nhưng không điều tra nguyên nhân gốc rễ hoặc không đánh giá ảnh hưởng đến lô sản phẩm liên quan. Thanh tra thường yêu cầu xem CAPA và bằng chứng đánh giá rủi ro cho từng trường hợp.
Cuối cùng, thiếu bằng chứng đào tạo nhân sự là điểm yếu hệ thống. Con người là nguồn nhiễm lớn nhất trong filling line, vì vậy đào tạo GMP gowning, thao tác vô trùng và nhận thức về vi sinh là bắt buộc. Nếu không có hồ sơ đào tạo cập nhật hoặc đánh giá năng lực định kỳ, kiểm soát vi sinh sẽ khó duy trì ổn định.
Tóm lại, các lỗi audit về vi sinh thường liên quan đến quản trị dữ liệu và tư duy hệ thống hơn là thiết bị. Khi trend analysis, alert/action limit, CCS và đào tạo được tích hợp đồng bộ, filling line sẽ có nền tảng vững chắc để đáp ứng yêu cầu Annex 1 contamination control.
8. Xu hướng kiểm soát vi sinh 2026-2030
Giai đoạn 2026-2030 đánh dấu sự chuyển dịch từ kiểm soát vi sinh mang tính định kỳ sang kiểm soát liên tục và dựa trên dữ liệu. EU GMP Annex 1 phiên bản mới nhấn mạnh Contamination Control Strategy (CCS) và yêu cầu doanh nghiệp chứng minh khả năng giám sát chủ động thay vì chỉ phản ứng khi vượt giới hạn.

Xu hướng đầu tiên là continuous monitoring. Thay vì chỉ lấy mẫu định kỳ, nhiều nhà máy triển khai hệ thống theo dõi hạt liên tục tại Class A và B, kết hợp với tần suất lấy mẫu vi sinh tối ưu theo phân tích rủi ro. Điều này giúp phát hiện sớm biến động môi trường trước khi ảnh hưởng đến sản phẩm.
Cùng với đó là digital environmental monitoring system (EMS). Hệ thống số hóa cho phép thu thập, lưu trữ và phân tích dữ liệu hạt, vi sinh và chênh áp theo thời gian thực. Dữ liệu được tích hợp vào nền tảng quản lý trung tâm, đảm bảo tính toàn vẹn (data integrity) và sẵn sàng truy xuất khi audit.
Một bước tiến quan trọng là ứng dụng AI phân tích xu hướng vi sinh. Thuật toán có thể phát hiện mẫu bất thường hoặc xu hướng tăng nhẹ mà con người khó nhận ra. AI hỗ trợ đánh giá rủi ro và đề xuất cảnh báo sớm trước khi vượt alert limit. Đây là bước tiến trong cleanroom microbial monitoring GMP.
Về mặt thiết kế, isolator và RABS ngày càng thay thế mô hình open filling truyền thống. Việc giảm tối đa sự can thiệp của con người giúp giảm đáng kể nguy cơ vi sinh. Annex 1 mới khuyến khích các giải pháp kỹ thuật nhằm hạn chế intervention trực tiếp.
Cuối cùng, tích hợp dữ liệu theo Annex 1 mới yêu cầu liên kết monitoring, media fill, CAPA và CCS thành một hệ thống thống nhất. Xu hướng tương lai không chỉ là kiểm soát vi sinh, mà là quản trị rủi ro vi sinh dựa trên dữ liệu và công nghệ số.
9. Vai trò của Thiết bị phòng sạch VCR trong kiểm soát vi sinh
Trong chiến lược aseptic filling microbial control, thiết bị phòng sạch không chỉ là phần cứng hỗ trợ môi trường, mà là cấu phần trực tiếp của Contamination Control Strategy (CCS). Khi được lựa chọn và tích hợp đúng cách, hệ thống HEPA, FFU, Pass Box và interlock giúp giảm đáng kể các điểm phát sinh vi sinh trong filling line.
Thiết bị phòng sạch VCR cung cấp các giải pháp như HEPA Box, FFU và Pass Box được thiết kế phù hợp tiêu chuẩn GMP. HEPA Box với bộ lọc H13-H14 và cấu trúc kín giúp duy trì luồng khí sạch tại các điểm chuyển cấp. FFU tạo vùng bảo vệ cục bộ tại khu vực có rủi ro cao như lắp ráp thiết bị hoặc trung chuyển bán thành phẩm. Pass Box, đặc biệt là loại động tích hợp HEPA, giúp kiểm soát vi sinh khi chuyển vật tư vào khu vực sạch hơn mà không làm xáo trộn pressure cascade.
Bên cạnh cung cấp thiết bị, vai trò quan trọng nằm ở tư vấn layout nhằm giảm điểm nhiễm tiềm ẩn. Việc bố trí đúng vị trí HEPA, buffer zone, airlock và tuyến di chuyển giúp giảm giao cắt luồng và ổn định môi trường vi sinh. Thiết kế đồng bộ ngay từ đầu giúp hạn chế rủi ro phát sinh trong quá trình vận hành và media fill.
VCR cũng hỗ trợ chuẩn hóa hồ sơ kỹ thuật phục vụ IQ/OQ, bao gồm tài liệu vật liệu, sơ đồ điện, test leak HEPA và hướng dẫn vận hành. Điều này giúp doanh nghiệp thuận lợi khi bước vào audit EU GMP, đặc biệt trong bối cảnh Annex 1 yêu cầu liên kết monitoring và CCS.
Cuối cùng, sự hỗ trợ kỹ thuật trong quá trình audit và tối ưu CCS giúp hệ thống kiểm soát vi sinh không chỉ đạt yêu cầu ban đầu mà còn duy trì ổn định dài hạn.
10. Kết luận: Kiểm soát vi sinh không chỉ là test - đó là cấu trúc hệ thống
Trong dây chuyền chiết rót vô trùng, kiểm soát vi sinh không thể chỉ dừng ở việc đặt đĩa settle plate hay thực hiện media fill định kỳ. Nếu chỉ tập trung vào “test”, doanh nghiệp đang phản ứng với rủi ro sau khi nó đã xuất hiện. Cách tiếp cận bền vững phải chuyển từ phản ứng sang phòng ngừa, nơi mọi yếu tố từ thiết kế, thiết bị đến hành vi vận hành đều góp phần ngăn ngừa vi sinh ngay từ đầu.

Thiết kế - vận hành - monitoring là một chuỗi liên kết chặt chẽ. Thiết kế layout và hệ thống HEPA quyết định nền tảng môi trường; interlock và buffer zone duy trì áp suất chênh lệch; quy trình thao tác và đào tạo nhân sự giảm nguy cơ phát tán vi sinh; environmental monitoring và trend analysis giúp phát hiện sớm sai lệch. Khi một mắt xích yếu, toàn bộ chuỗi có thể bị ảnh hưởng. Vì vậy, kiểm soát vi sinh trong filling line phải được nhìn như một hệ thống tích hợp.
Giá trị dài hạn của cách tiếp cận này không chỉ là vượt qua audit EU GMP Annex 1. Một cấu trúc kiểm soát vi sinh ổn định giúp giảm lô hỏng, hạn chế CAPA lặp lại và bảo vệ uy tín doanh nghiệp trên thị trường xuất khẩu. Quan trọng hơn, nó bảo đảm an toàn bệnh nhân - mục tiêu cao nhất của sản xuất vô trùng.
Tư duy hệ thống trong filling line đòi hỏi doanh nghiệp phải xem mỗi cửa airlock, mỗi luồng khí, mỗi thao tác intervention là một phần của chiến lược kiểm soát nhiễm tổng thể. Khi vi sinh được quản trị bằng cấu trúc thay vì chỉ bằng kiểm tra, nhà máy mới có thể đạt mức tuân thủ và ổn định bền vững trong dài hạn.
11. FAQ - Câu hỏi thường gặp về kiểm soát vi sinh trong filling line
Q1: Kiểm soát vi sinh trong filling line là gì?
Kiểm soát vi sinh trong filling line là hệ thống biện pháp nhằm ngăn ngừa, phát hiện và kiểm soát sự hiện diện của vi sinh vật trong khu vực chiết rót vô trùng. Nó bao gồm thiết kế phòng sạch, airflow unidirectional, HEPA H14, environmental monitoring và media fill validation.
Q2: EU GMP Annex 1 yêu cầu gì về monitoring vi sinh?
EU GMP Annex 1 yêu cầu doanh nghiệp xây dựng Contamination Control Strategy (CCS), thiết lập chương trình cleanroom microbial monitoring GMP phù hợp rủi ro, xác định alert limit và action limit, thực hiện trend analysis và đảm bảo data integrity cho toàn bộ dữ liệu monitoring.
Q3: Bao lâu cần thực hiện media fill?
Theo thực hành GMP, media fill (aseptic process simulation) thường được thực hiện tối thiểu 2 lần mỗi năm cho mỗi dây chuyền, và bổ sung khi có thay đổi quan trọng về thiết bị, layout, quy trình hoặc nhân sự. Tần suất cụ thể phải dựa trên đánh giá rủi ro.
Q4: Vi sinh có thể phát sinh từ interlock và cửa không?
Có. Gioăng cửa, khe hở cơ khí hoặc thời gian mở cửa quá lâu có thể làm dao động áp suất và tăng nguy cơ nhiễm. Vì vậy, interlock và hệ thống cửa phải được bảo trì, vệ sinh định kỳ và tích hợp vào CCS.
Q5: Alert limit và action limit khác nhau thế nào?
Alert limit là mức cảnh báo sớm để theo dõi xu hướng và điều tra ban đầu. Action limit là mức vượt ngưỡng yêu cầu hành động khắc phục chính thức (CAPA) và đánh giá ảnh hưởng đến sản phẩm.
Q6: Thiết bị nào hỗ trợ giảm rủi ro vi sinh?
HEPA H14, FFU, Pass Box động, hệ thống interlock và giám sát chênh áp là các thiết bị quan trọng giúp duy trì môi trường sạch và giảm nguy cơ nhiễm trong filling line.
Q7: Làm sao chuẩn bị tốt cho audit EU GMP về vi sinh?
Doanh nghiệp cần đảm bảo CCS rõ ràng, hồ sơ monitoring đầy đủ, trend analysis định kỳ, media fill đại diện worst-case và đào tạo nhân sự đầy đủ. Hệ thống phải chứng minh được kiểm soát vi sinh mang tính phòng ngừa, không chỉ phản ứng khi vượt giới hạn.